
 English
English 简体中文
简体中文
看起来是比较好了解的,简略的来说是是指加工产品的精密度参数,不过举例来说更便于用户朋友们的了解,简略的共享出来做个参阅看看吧。
首位是火花位的差异巨细参数,粗工的火花位大,精工的火花位小。就比如说要一个直径
5mm的圆,电极粗公是4.7mm,电极精工是4.9mm。粗工火花位单边0.15mm,榜首段电流5A,粗细度就是在130左右。火花机精工和粗工的差异仍是很明显的,第二段电流
3A,粗细度在75左右,火花机精工火花位单边0.05mm,榜首段电流3A,粗细度75。第二段电流是2A,粗细度在35左右,其他参数经过你自己的经历更改。
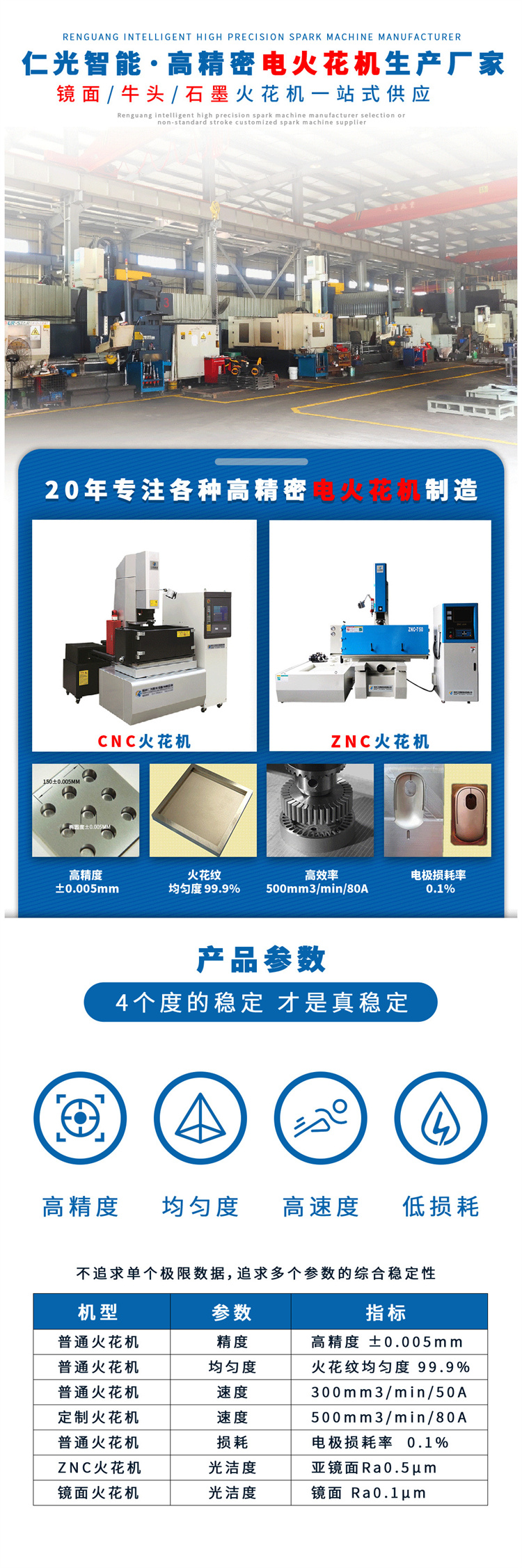
中的纹理的差异,粗工电流大,速度快,纹理较粗,精工外表纹理均匀,零件开粗时余量一般应不小于
0.5mm,半精加工余量介于0.15-0.25mm之间,精加工时分型面一定要精铣到数,料位面一定要刀路均匀,擦穿位¸小碰穿位留0.05~0.1mm余量。 2. 电极火花位,暴工一般为0.7~1.0mm,粗工一般为0.3-0.5mm,精工一般为0.1-0.15mm。

可以具体的看一下,不过加工的产品都是有要求的。有需要的话可以测验一下仁光智能品牌的,
20年职业经历,8年研制出产,多种摇摆形式使加工精度更准确,加工作用好,有必要了解更多信息欢迎拨打热线电话: